零点定位系统-快换夹具-橡胶粘胶涨套-液压夹具制造-克莱普工装夹具CLAMPLTD
首页
零点定位系统
零点定位器
零点定位母板
零点系统附件
精密虎钳
并列式虎钳
精密平口钳
精密定心虎钳
精巧型虎钳
模块夹具
夹具油缸
精巧夹持夹具
夹具标准件
自动抓取
橡胶涨套
涨套
涨套安装座
应用视频
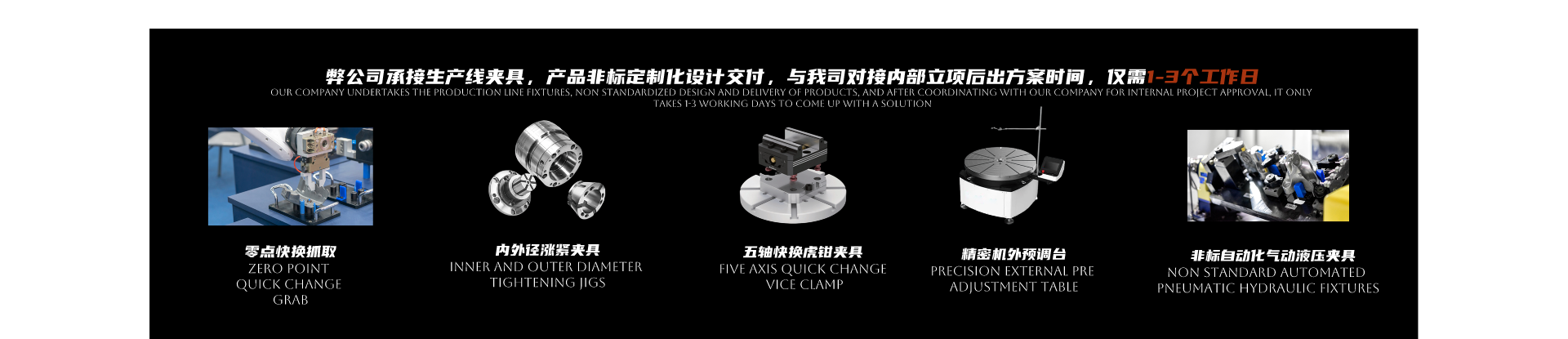
非标夹具
液压夹具
机外上料
FMS柔性化
零点案例
虎钳案例
首页
>
clampltd
3M 方型夹头
...
日期:
2025年11月13日 10时52分34秒
阅读:495
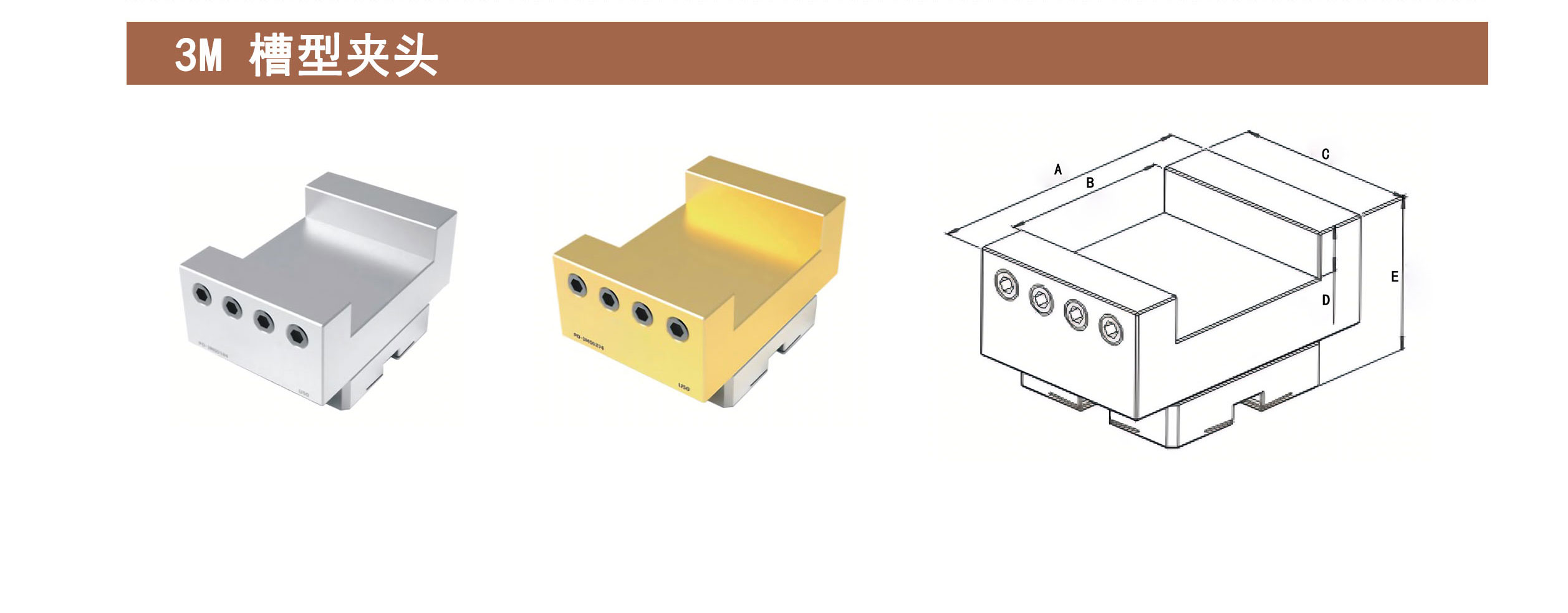
3M 槽型夹头
...
日期:
2025年11月13日 10时51分58秒
阅读:512
3M 拉杆固定胶托
...
日期:
2025年11月13日 10时51分23秒
阅读:483
3M 气动拉钉
...
日期:
2025年11月13日 10时50分53秒
阅读:530
3M Ф142定位片
...
日期:
2025年11月13日 10时50分21秒
阅读:488
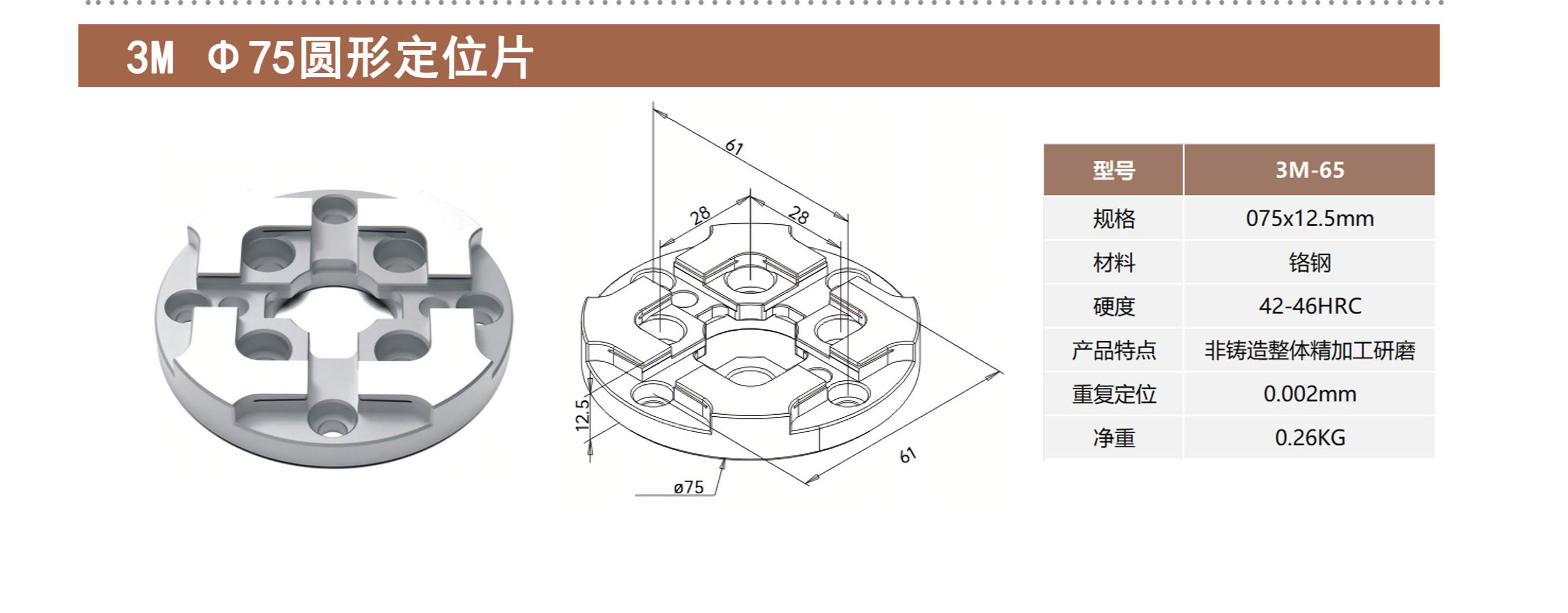
3M Ф75圆形定位片
...
日期:
2025年11月13日 10时44分16秒
阅读:478
3M 70x70定位片-C
...
日期:
2025年11月13日 10时43分50秒
阅读:530
3M 70x70定位片-B
...
日期:
2025年11月13日 10时43分15秒
阅读:483
3M 70x70定位片-A
...
日期:
2025年11月13日 10时42分48秒
阅读:435
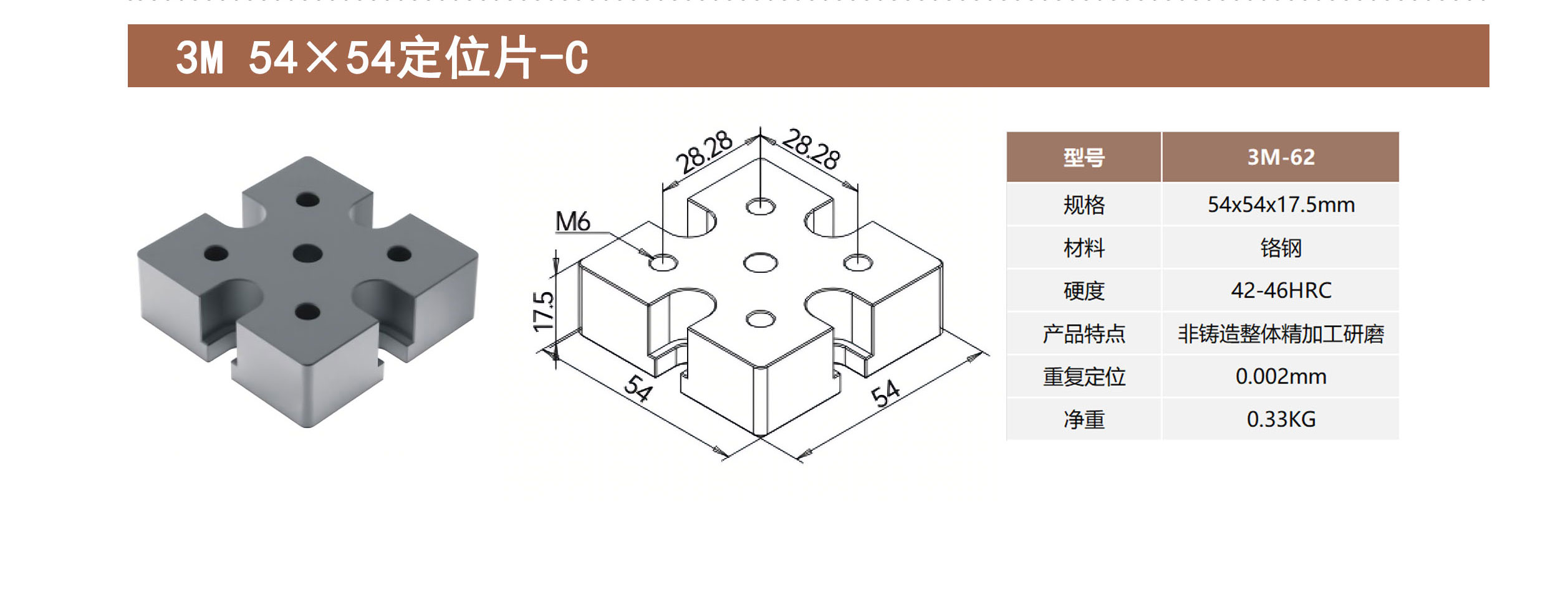
3M 54x54定位片-C
...
日期:
2025年11月13日 10时42分19秒
阅读:462
3M 52x52定位片
...
日期:
2025年11月13日 10时41分48秒
阅读:505
3M 54x54定位片-B
...
日期:
2025年11月13日 10时41分09秒
阅读:426
‹‹
1
2
3
4
5
6
7
8
9
10
11
12
›
››
QQ在线咨询
售前咨询电话
185-2348-4070
技术支持电话
133-8899-4163